|
|
| 厦门大学卢英华教授团队——泡沫分离法提取脂肪酶工艺条件的研究 | MDPI Processes |
|
论文标题:Study on the Extraction Technology of Candida antarctica Lipase B by Foam Separation(泡沫分离法提取南极假丝酵母脂肪酶B的工艺研究)
期刊:Processes
作者:Wenyao Shao, Ying Lin and Yinghua Lu
发表时间:23 December 2020
DOI:10.3390/pr9010014
微信链接:
https://mp.weixin.qq.com/s?__biz=MzI1MzEzNjgxMQ==&mid=2649990635&idx=2&sn=
842d0ea7b1af787d7b6f40b69bfc4592&chksm=f1de1f2fc6a99639a505cbab48765b04e8
315375bf34033098199212f8f204268e2de636c1ba&token=1965997414&lang=zh_CN#rd
期刊链接:https://www.mdpi.com/journal/processes
CALB (Candida antarctica Lipase B) 是一种三酰基甘油水解酶,可以催化三丁酸甘油酯分解为脂肪酸和甘油。CALB催化具有良好的稳定性和选择性。传统的CALB分离纯化方法主要有疏水层析、双水相萃取、膜分离和免疫纯化等。CALB催化的应用领域也非常广泛,包括食品工业、日用化工、有机合成和生物医药等。因此,近年来CALB的生产和应用越来越受到人们的关注。
来自厦门大学的卢英华教授团队利用泡沫分离法提取脂肪酶,相关研究成果“Study on the Extraction Technology ofCandida antarcticaLipase B by Foam Separation ”发表于Processes期刊。
研究内容
本文采用一种新型分离技术—泡沫分离技术对脂肪酶B进行分离、纯化和收集。泡沫分离技术依据表面吸附原理,使溶液中的表面活性物质聚集在气液界面 (气泡表面),当这些活性物质随气泡到达溶液顶部时,便从气泡转移至泡沫层。因此,通过泡沫层与液相的分离,不但可以净化液相,而且可以浓缩泡沫层中的表面活性物质。
泡沫分离技术的原理如图1所示。影响泡沫分离的因素主要包括溶液的pH值、分离气体速度、液体体积、酶的初始浓度、表面活性剂的种类和浓度以及采集时间。因此,本文实验证明了通过泡沫分离法来研究提取脂肪酶B的最佳工艺条件。
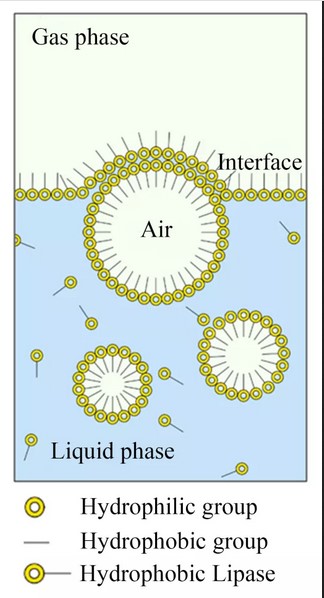
图1. 脂肪酶B在气泡表面的吸附
脂肪酶回收效果的单因素研究
(1) 分离气流速度的影响
五组泡沫分离实验的分离气速为200~1000 mL/min,梯度为200 mL/min。其他实验条件设定为:溶液的pH值是6,初始溶液的脂肪酶浓度为0.15 mg/mL,初始溶液的酶活性是124 U/min,表面活性剂SDS浓度为0.2 mg/mL,液体体积是100 ml,收集时间是15 min,如图2所示。结合泡沫分离理论可以看出,当气速较小时,所生成的气泡稀疏且不稳定,脂肪酶分子无法完全被吸附,导致其回收率较低。当气速继续增大时,气体上升较快,气泡的生成量较大,从而与液相中目标分子的接触时间不充分,导致回收率下降。随着气速的增加,气体上升时更容易带出水分子,导致酶浓度的富集率降低。因此,结合酶浓度富集率E值和回收率R值,分离气速的最佳条件为400 mL/min。
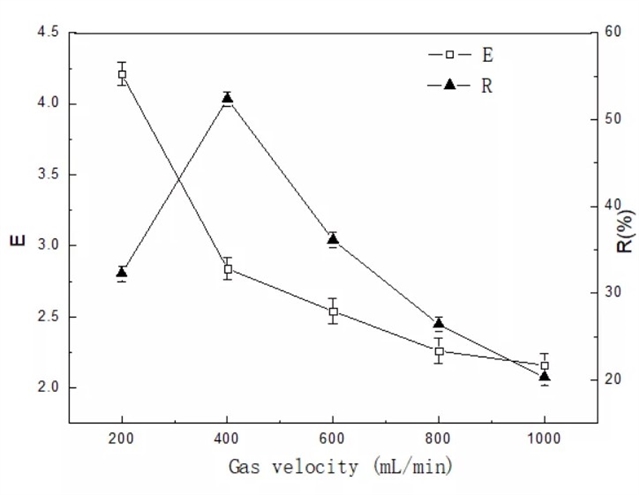
图2. 分离气体速度对富集率和回收率的影响
(2) 液体体积的影响
将液体体积设定为50~300 mL,梯度是50 mL,进行6组泡沫分离实验。其他实验条件设定为:溶液的pH值是6,脂肪酶浓度为0.15 mg/mL,酶活性是124 U/min,表面活性剂SDS浓度为0.2 mg/mL,气体速度为400 mL/min,收集时间是15 min,如图3所示。酶回收率R值随着溶液体积的增加先增加后降低,当液体体积为100 mL时,酶的回收率可达76.98%。而富集率E值随着液量的增加而逐渐降低,在最小体积为50 mL时,富集比E的最大值为1.082。依据泡沫分离理论,当液体体积较小时,分离柱内的液面较低,致使气体介质不能长时间停留在管内,无法与液相充分接触。因此,脂肪酶分子不能被充分吸收附着在气泡上,导致回收率降低。当液体体积超过一定值时,由于柱内液位较高,气体在液相中停留的时间较长。因此,气体在与液相充分接触的过程中,泡沫携带目标物质的同时也夹带了大量水分子,从而降低富集率和回收率。在此基础上,确定了最佳液体体积条件为100ml。
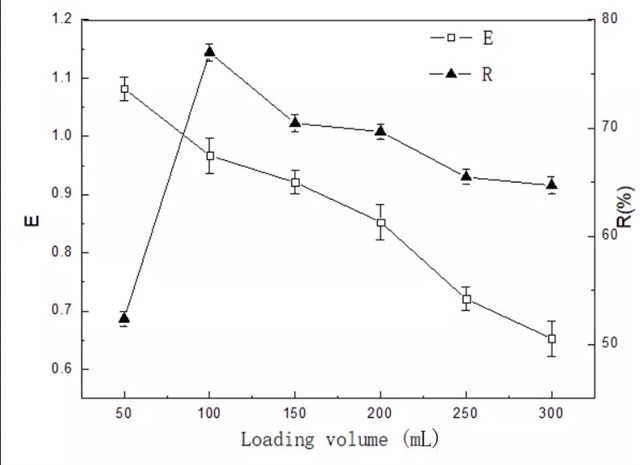
图3. 溶液体积对富集率和回收率的影响
(3) 溶液pH值的影响
五组泡沫分离实验pH值为5~9,梯度为1。其他实验条件设定为:初始溶液的脂肪酶浓度为0.15 mg/mL,酶活性是124 U/min,表面活性剂SDS浓度为0.4 mg/mL,气体速度是400 ml/min,溶液体积是100ml,收集时间是15min,如图4所示。随着pH值的增加,溶液由弱酸性变为弱碱性,酶的回收率R先升高后降低。当pH值为7时,溶液为中性,酶回收率R可达51.98%。而富集率E随着pH值的增加而逐渐增加。当pH值为9时,富集率E最大值为0.863。由于脂肪酶本身的特性,在pH为弱碱性时稳定性较好。综上,溶液pH值的最佳条件是7。
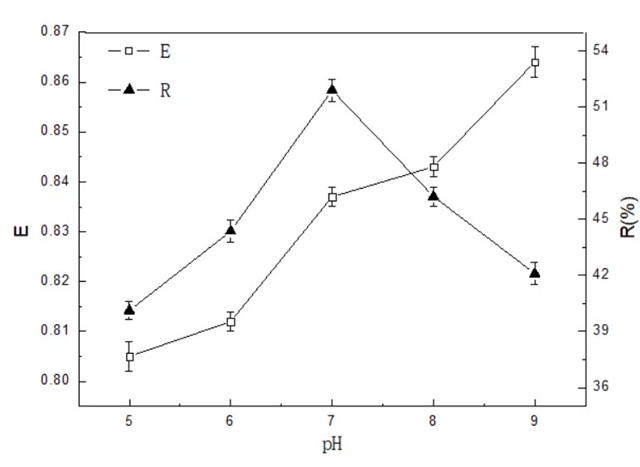
图4. 溶液pH值对富集率和回收率的影响
(4) 表面活性剂浓度的影响
表面活性剂SDS浓度为0.1~0.5 mg/mL,五组泡沫分离实验梯度为0.1 mg/mL。其他实验条件设定为:溶液的pH值是6,脂肪酶浓度为0.15 mg/mL,酶活性是124 U/min,液体体积是100ml,气体速度是400 ml/min,收集时间是15 min,如图5所示:结合泡沫分离理论可以看出,随着表面活性剂浓度的增加,溶液中产生的气泡越多,吸附能力越强,富集率越高。当表面活性剂的浓度超过一定值时,表面活性剂本身就会启动缔合反应,从而降低对脂肪酶分子的有效吸附,导致回收率下降。在此基础上,最佳表面活性剂浓度为0.4 mg/mL。
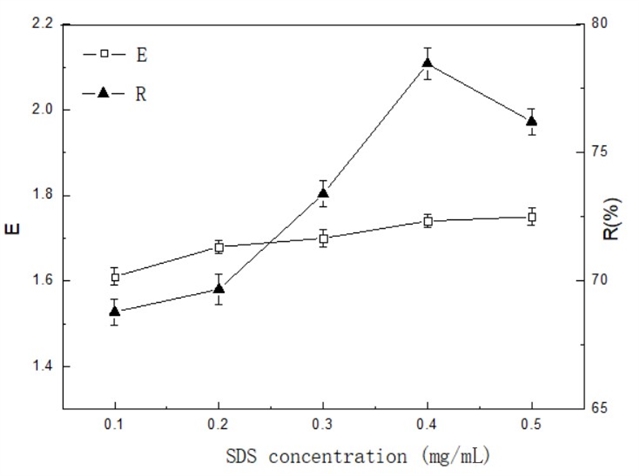
图5. SDS浓度对富集率和回收率的影响
综上,脂肪酶的最优工艺条件:pH值是7,表面活性剂SDS浓度为0.4 mg/mL,液体体积100 ml,分离气体速度是400 ml/min,收集时间是15min。
(5) 通过正交试验研究脂肪酶收集的效果
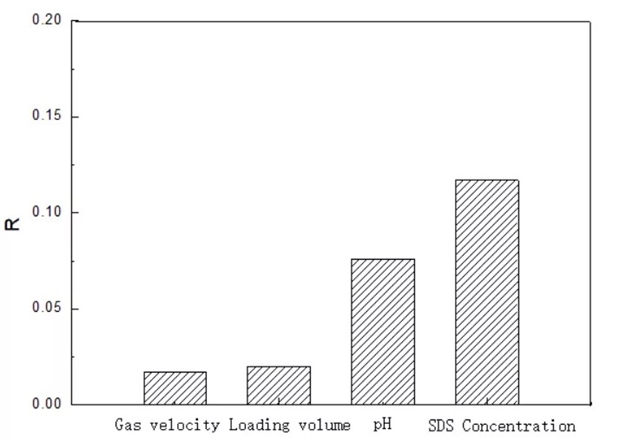
如下图所示 (图6),将酶回收率R值是作为主要的工艺条件选择指标,通过正交试验获取最佳的实验工艺条件:液体体积是150 ml,气体速度是600 ml/min,pH值是7,表面活性剂SDS浓度为0.5 mg/mL。在此条件下,富集率E值可达到0.95,回收率R值可达到80.32%。影响酶回收率程度的因素依次为:液体体积 > 分离气体速度 > 表面活性剂SDS浓度 > pH值。
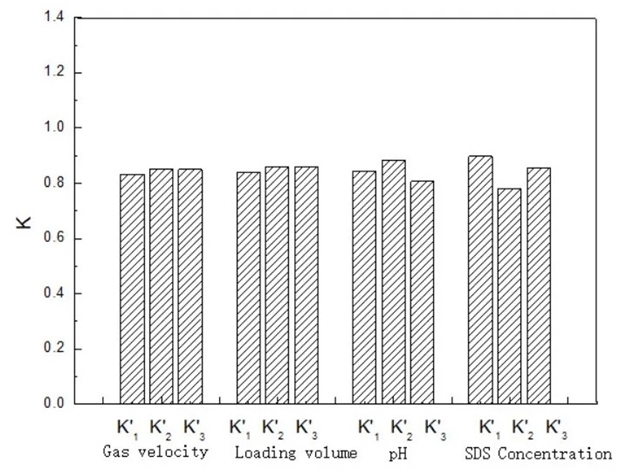
(a) 富集率E的K值分布
(b) 富集率E的R值分布
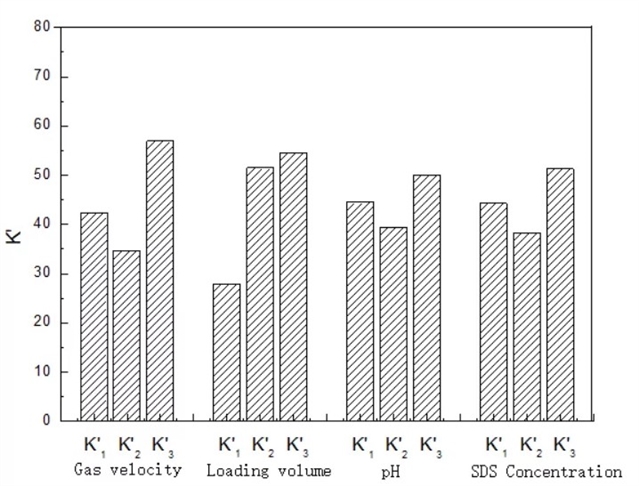
(c) 回收率R的K’值分布
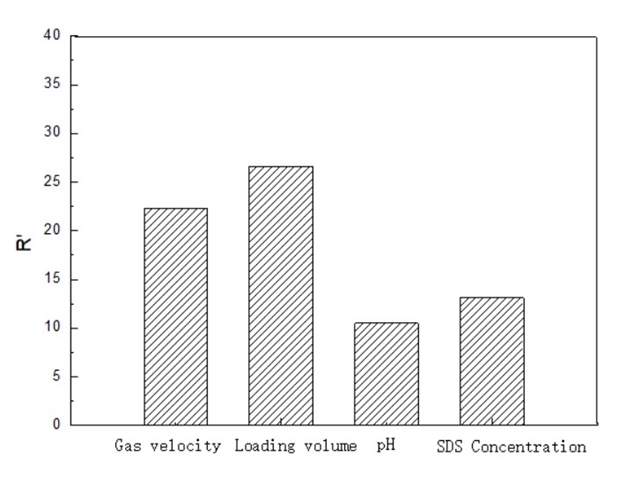
(d) 回收率R的R’值分布
图6. 脂肪酶收集的效果(a)(b)(c)(d)
总结
本研究通过单因素分析和正交实验明确了通过泡沫分离法收集脂肪酶的最佳工艺条件:液体体积是150 ml,分离气体速度是600 ml/min,pH值是7,表面活性剂SDS浓度为0.5 mg/mL。因此,进一步明确了采用泡沫分离方法来提取脂肪酶B的可行性。
期刊介绍
Processes(ISSN 2227-9717,IF 2.753) 作为一个国际型开放获取期刊,领域覆盖化学工程、生物化学工程、生物工程、材料工程、能源系统、食品工程以及相关过程系统工程,鼓励领域内研究人士发表实验、建模、计算和模拟等方面的研究成果。Processes采取单盲同行评审,一审周期约为13.3天,文章从接收到发表仅需2.9天。

特别声明:本文转载仅仅是出于传播信息的需要,并不意味着代表本网站观点或证实其内容的真实性;如其他媒体、网站或个人从本网站转载使用,须保留本网站注明的“来源”,并自负版权等法律责任;作者如果不希望被转载或者联系转载稿费等事宜,请与我们接洽。

















