|
| 我国首套盾构机用超大直径主轴承研制成功 |
| 历时十多年,他们让超大型盾构机不再受制于人 |
|
穿山越岭、过江跨海,需要用到一种像穿山甲一样的挖隧道神器——盾构机。我国作为基建大国,虽然实现了盾构机的国产化,但在盾构机的核心部件——主轴承上却长期依赖进口。
近期,由中国科学院金属研究所李殿中研究员、李依依院士团队牵头攻关的超大型盾构机用直径8米主轴承研制成功,标志着我国已掌握盾构机主轴承的自主设计、材料制备、精密加工、安装调试和检测评价等集成技术。
经国家轴承质量检验检测中心检测和专家组评审,该主轴承各项技术性能指标与进口同类主轴承相当,满足超大型盾构机装机应用需求。
主轴承重达41吨,在运转过程中轴向受到相当于2500头成年亚洲象的重力作用,是目前我国制造的首套直径最大、单重最大的盾构机用主轴承,将安装在直径16米级的超大型盾构机上,用于隧道工程挖掘。
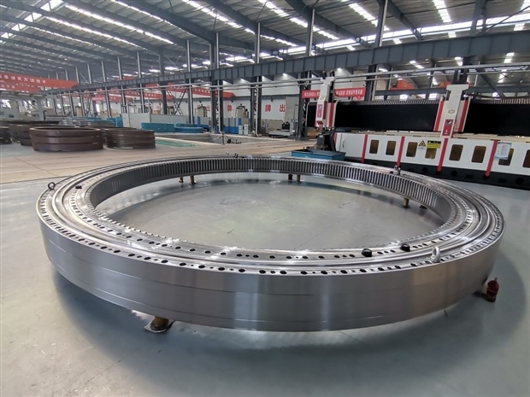
自研超大型盾构机用直径8米主轴承。中国科学院金属研究所供图
被主轴承“卡”住的盾构机
主轴承是盾构机刀盘驱动系统的核心关键部件。在盾构机掘进过程中,主轴承“手持”刀盘旋转切削掌子面并为刀盘提供旋转支撑。
高端轴承依赖进口是我国轴承行业的长期痛点。“关键装备中用的轴承,大量从国外购买。而且可以肯定的是,我们不仅买不到最好的轴承,而且无论在技术服务、供货周期还是价格方面,都受制于人。”李殿中说。
那么,为什么我国无法生产自己的高端轴承呢?
李殿中告诉《中国科学报》,大型盾构机在掘进过程中,只能前进,不能倒退,主轴承一旦失效,会造成严重损失。为保证主轴承的高承载能力和高可靠性,就要求制造主轴承的轴承钢能够做到“高纯净”“高均质”“高强韧”“高耐磨”,同时也对主轴承成套设计、加工精度、润滑油脂等都提出了很高的要求。
“我国盾构机用超大直径主轴承制造久而未决的主要原因在于制造轴承的材料和大型滚子的加工精度不过关,全流程技术链条不贯通。”李殿中说。
而且,要做自己的高端轴承,还不能复制国外的材料、制造工艺或技术路线。
“你复制之后,国外马上会有一个新的工艺出来。如此一来,你就永远只能跟着别人跑。”李殿中说。
把稀土钢变成杀手锏
2007年,李殿中、李依依团队下决心要啃下这块硬骨头。他们明确了一条原则:“要有自己的杀手锏技术。”
“杀手锏”意味着要有优势。高端轴承制造的最核心问题是轴承钢材料。李殿中想到了稀土。
稀土钢是一种具有高性能的材料,而稀土恰恰是我国的优势资源。在工业领域,稀土被誉为“工业维生素”,由于稀土钢材料制备时,1吨钢里加100克稀土就够了,所以稀土又被叫作“工业味精”。
已有大量研究表明,钢中添加微量稀土能够显著提高钢的韧塑性、耐磨性、耐热性、耐蚀性等。然而,稀土钢在工业化生产时遭遇两大难题:一是工艺不顺行,存在浇口严重堵塞的问题;二是稀土在钢中添加后,钢的性能剧烈波动,存在稳定性不好的问题。
由于这两大难题一直未能有效解决,我国稀土钢的研究与应用由热变冷。
李殿中、李依依团队当然也面临着同样的难题。他们尝试过各种纯度的商业稀土,如999纯度的,甚至更高纯度的。与此同时,尽管钢的纯度随着行业的技术进步已经很高了,但两者结合后生产的稀土钢,性能就是不稳定。
经过好几年“折腾”,就在大家几乎要放弃时,一个灵感突然出现——虽说稀土纯度很高,但钢里的夹杂物有没有可能还是来自稀土?
通常,钢中添加的是镧、铈轻稀土。李殿中带着团队成员,一起去多个稀土产地,走进稀土生产企业里调研,盯着看企业怎么生产稀土。
李殿中发现,稀土生产过程中没有特别注意到氧的问题。顺藤摸瓜,他们摸到了稀土钢性能不稳定的线索——稀土里的氧和稀土中由氧产生的夹杂物。
经过大量的实验、计算和表征,他们揭示了稀土在钢中的主要作用机制,开发出“低氧稀土钢”关键技术。
这套关键技术中藏着“秘方”:既控制钢水的纯净度,也控制稀土的纯净度,称为“双低氧”。
经过15年研发,稀土轴承钢的拉压疲劳寿命提高了40多倍,滚动接触疲劳寿命提升了40%。
之后,在对比夹杂物三维形貌和尺寸时,李殿中和李依依等人把自己研制的稀土轴承钢,和从国外进口到的最好的轴承钢,切成试片,进行电解和夹杂物的淘洗、分离,放进扫描电镜观察。拍出的照片显示,稀土轴承钢里的夹杂物呈现为一粒粒直径小于5微米的小球,而国外进口轴承钢中则为50微米以上的条状。
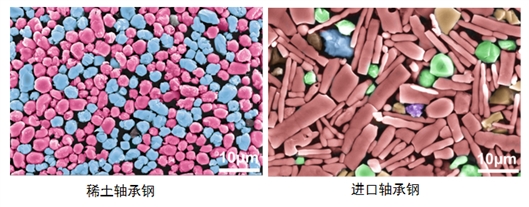
三维显微电镜下的轴承钢对比。中国科学院金属研究所供图
做高端轴承不用再跑半个中国
科研人员面临的另一个问题是怎么把高端材料变成高端轴承。
起初,李殿中等人与国内优势企业合作研制机床轴承,发现大家想做一个好的轴承,要“跑遍半个中国”。做一个好轴承有100多道工序,例如,锻造在广东,车加工在山东,热处理在辽宁,磨加工在浙江,组装在黑龙江、浙江,轴承现场测试又要回到广东。
国内的轴承加工水平和技术体系也让人忧心。滚子是盾构机主轴承运转时承受负荷的元件,也是大型滚子轴承中最薄弱的零件。盾构机主轴承技术总师、中科院金属所研究员胡小强曾带人专门对滚子的质量和生产情况做过调研分析。他们发现,进口的3米级主轴承里的滚子精度非常高,无论是从粗糙度、硬度均匀性,还是接触面、工作面都非常好,而国内由于受限于国外进口设备限制,我国大型滚子加工精度只能达到二级,不能实现一级精度加工。
复杂的工艺,薄弱的链条,让李殿中和胡小强心中不安:“任何一个环节做不好,最后就导致轴承的服役寿命不行,性能失控。贯通技术链,不让每一个环节‘掉链子’十分重要。”
2020年2月,中科院C类先导专项——“高端轴承自主可控制造”获批成立。这让科研人员吃下了定心丸。
C类先导专项是中科院发挥国家战略科技力量建制化优势,面向国家重大战略需求、聚焦“卡脖子”关键核心技术领域,启动设立的重大科技攻关任务。
在先导专项的支持下,金属所整合所内轴承钢、热处理、陶瓷、保持架等12个团队,凝聚中科院兰州化学物理研究所等中科院7个研究所,组成了覆盖轴承研发、轴承材料、制造、评价与服役全生命周期的全链条。
“我们还汇集了全行业的优势力量,不管国企、民企,只要动作快、有力量,我们就一起干。”李殿中说。
20多家科研机构和企业各显神通,主轴承材料制备、精密加工、成套设计中的12项核心关键技术问题先后得到解决。他们研制出的直径100毫米以上的一级滚子,使我国轴承行业突破了一级大型滚子精密加工技术。
轴承研制耗时3年,团队用了1467.4吨稀土轴承钢,研制出41支大型套圈、7996粒滚子、492段铜钢复合保持架,光焊缝就焊了369000条。
最终,国产的直径从3米级到8米级的盾构机主轴承逐一诞生。其中,直径3米的主轴承已应用于沈阳地铁工程。

成功应用于沈阳地铁工程的自研直径3米盾构机主轴承。中国科学院金属研究所供图
回顾前前后后数十年的研发历程,李依依感慨,8米级盾构机主轴承的研制成功,得益于基础研究,“基础研究在稀土钢性能提升、滚子精度提升、铜钢复合保持架研制等方面都发挥了重要作用,而主轴承的研制也进一步带动了基础研究学科的发展”。
“盾构机用超大直径主轴承的研制成功,为我国高端基础零部件攻关提供了良好的范式,是‘贯通技术链、打造创新链、对接产业链’的积极实践,是发挥新型举国体制优势,开展‘政、产、学、研、用’协同创新的生动体现。”李殿中说。

2022年9月30日召开的自研直径8米主轴承验收会。中国科学院金属研究所供图
版权声明:凡本网注明“来源:中国科学报、科学网、科学新闻杂志”的所有作品,网站转载,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱:shouquan@stimes.cn。










